电火花加工刚学会,电化学加工技术又来了!
电火花(EDM)加工相信大家都不陌生,在模具加工及原型件生产时这种加工方式具有一定的优势,不过另一项类似的加工技术——电化学加工(ECM)可能就少有人接触过了。这两个名字接近,加工过程也有相似之处的技术到底有什么区别?

Part.1 电火花加工技术讲解
电火花加工是不断放电蚀除金属的过程,有电磁学、热力学和流体力学等综合作用的过程,相当的复杂。
1 电火花加工的原理
电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介质的击穿电压)时,会击穿介质绝缘强度最低处。
由于放电区域很小,放电时间极短,所以,能量高度集中,使放电区的温度瞬时高达约10000℃,工件表面和工具电极表面的金属局部熔化、甚至汽化蒸发。局部熔化和汽化的金属在爆炸力的作用下抛入工作液中,并被冷却为金属小颗粒,然后被工作液迅速冲离工作区,从而使工件表面形成一个微小的凹坑。

一次放电后,介质的绝缘强度恢复等待下一次放电。如此反复使工件表面不断被蚀除,并在工件上复制出工具电极的形状,从而达到成型加工的目的。

2 电火花主要加工方式
电火花加工主要包括电火花成形加工与电火花线切割加工两种工艺方法。
1)电火花成形加工
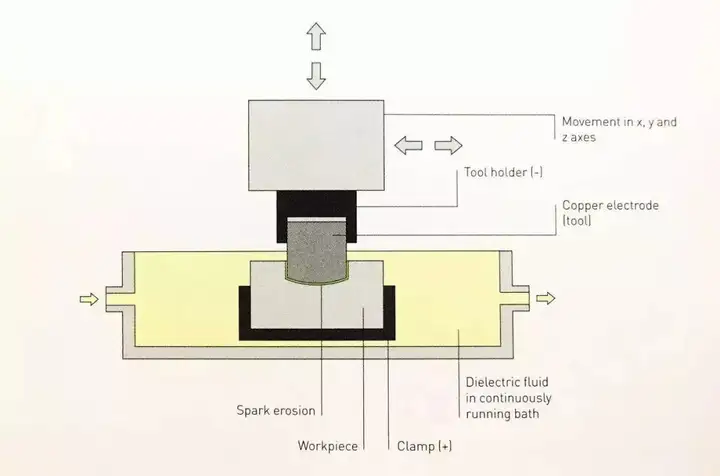
工具电极通常为一个紫铜或者石墨成型电极,其可以是能够制作出来的任意形状,加工出来的形状为与之对应的型腔。

2)电火花线切割加工
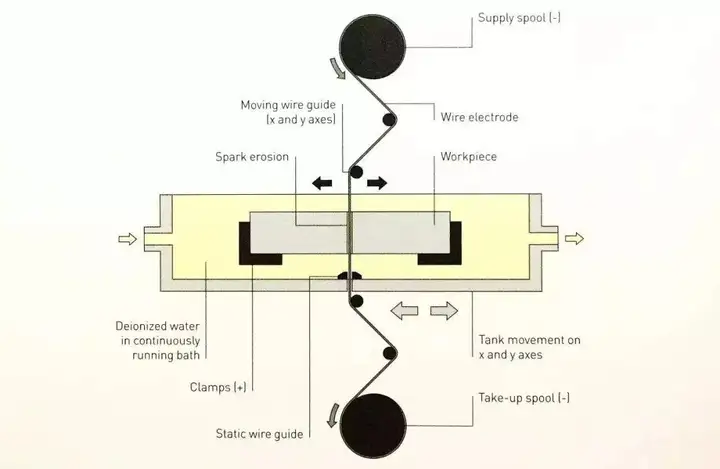
工具电极始终为直径0.1mm~0.3mm的黄铜丝(快走丝为钼丝),可加工贯通的直纹面零件,可以是凸模零件或者凹模孔。
Part.2 电化学加工讲解及案例
电化学加工(ECM)以电解原理为基础,加工时工具作为阴极和直流电源的负极连接,工件则作为阳极和电源正极相连。在电解液中阴极和工件之间发生电荷交换,阳极工件被溶解。
1 电化学加工的技术特点
ECM技术的优势在于:

•能加工各种硬度和强度的材料,不管其硬度和强度有多大,都可以加工;
•生产效率高,约为电火花加工的5-10倍,在某些情况下比切削加工的生产率还高;
•表面质量好,不会产生残余应力和变质层,没有飞边、刀痕和毛刺,表面粗糙度可达Ra0.05μm;
•工具电极在理论上不损耗,基本上可以长期使用。
不过ECM技术当前存在的主要问题是加工精度难以严格控制,尺寸一般只能达到0.15-0.3mm。